旋涂曲线是光刻胶重要参数之一,他给我们选择光刻胶提供了重要的指导意义。所以我们来介绍一下什么是旋涂曲线? 怎样使用旋涂曲线? 怎样获得旋涂曲线?
什么是光刻胶旋涂曲线?
顾名思义,光刻胶旋涂曲线就是在旋涂工艺下,光刻胶的厚度与匀胶转速的关系曲线。一般来说,某一固定固含量的光刻胶在相同的匀胶条件下都会有一个相对稳定的膜厚值。这个厚度随着匀胶转速的提高而降低。下图1 是一个典型的光刻胶旋涂曲线:

影响光刻胶旋涂曲线的因素主要有:
- 光刻胶种类和固含量:一般来说,固含量越大,相同转速下的厚度越厚,所以我们可以通过稀释获得较薄的光刻胶胶膜;
- 匀胶设备:市面常见的匀胶机在涂胶时也会有着一定的差异,我们常能见到开放式的匀胶机和加盖共旋的匀胶机,加盖共旋的匀胶机在成膜质量上优于开放式匀胶机,但相同的匀胶条件下,其膜厚往往只有开放式膜厚的70%左右;
- 环境:如空气湿度,一般来说,光刻胶的厚度随空气湿度的增加而减小。
怎样使用旋涂曲线?
综上所述,旋涂曲线是关联我们旋涂工艺和获得胶膜的重要参数。那么我们如何使用旋涂曲线就很关键了,但是也很简单。
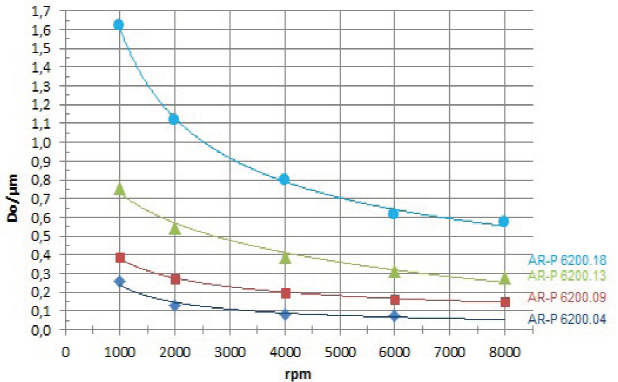
- 首选,我们确定好我们所需要的光刻胶种类,往往在这个光刻胶种类下会有若干个光刻胶的子型号,部分厂家会将这些子型号的旋涂曲线绘制在一张表格上,方便我们对比,如下图2所示;
- 其次,图中横坐标虽然是从几百到8000rpm甚至是12000rpm的转速,但是我们通常都不会用到过低或者过高的转速,因为过低的转速不容易获得高质量薄膜,过高的转速可能在设备上有限制,在薄膜厚度变化上也不明显。一般根据胶种类来区别。对于薄胶(1um以下),我们可以以4000rpm为参考点,对于厚胶(5um以上)以1000rpm为参考点。因为这两个参考点是我们最常用的匀胶转速。
- 最后,结合自己所需的胶厚值和4000rpm下的匀胶曲线值,找一个接近的型号选择就好;
- 当然,如果我们手头上有一款胶的厚度略大,我们也可以通过稀释的方法获得薄胶,避免购买新的光刻胶,这个时候,我们可以通过不同型号胶的旋涂曲线值以及型号对应的固含量计算出稀释比来实现。当然,严格意义来说,我们并不推荐自己稀释,因为这个过程很容易引入污染和气泡。影响光刻质量。
怎样获得旋涂曲线?
上述介绍的是厂商提供的旋涂曲线我们在光刻胶选型和使用中怎么利用,我们也介绍了影响一款胶的旋涂曲线的因素。因此,当我们购买了一款新的光刻胶产品后,由于我们的实验室条件和环境的差异性,严格意义上,我们需要针对这款胶做一个旋涂曲线,来确定真实的涂胶条件。那么如何获得旋涂曲线?
- 首选,我们需要匀胶设备。也就是我们实验所用的匀胶机,这里我们就不过多介绍匀胶机,下图3 和图4 是两款匀胶机产品的设备图。需要提一下,工业生产中,为了实现大批量生产需求以及减少人为因素,多会选择全自动机台来实现;
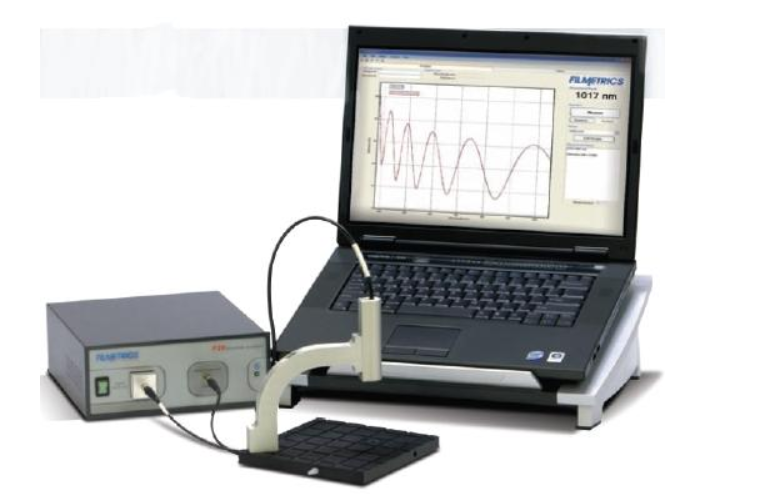
- 其次,我们需要膜后表征设备,这里有两个选择:台阶仪以及光学膜厚仪。台阶仪(下图5所示)比较直接,在一定转速下获得胶膜后,可以使用镊子或者针在光刻胶表面划出划痕,然后台阶仪针尖沿着垂直方向扫过划痕,从沟槽顶部到底部获得膜后值即可。光学膜厚仪(下图6所示)的优势是无损测量(相对来说,需要注意光源的波长有可能使光刻胶曝光),但是需要知道薄膜的折射率(特定波长下)和消光系数,测量过程非常简单。但是需要注意,光刻胶产品资料上往往并不直接提供折射率参数,而是提供柯西系数,我们需要通过柯西公式带入波长计算得到折射率,让然您可以通过椭偏仪来获得,但是过程比较复杂。
- 最后,通过测量1000、2000、30000、4000、5000、6000……下的膜后值即可绘制出真实的旋涂曲线。



获得真实的旋涂曲线是我们后续做光刻胶剂量优化、lift-off工艺以及干法刻蚀工艺的重要指导参数。
如果您有任何问题,请给我们留言,谢谢!
Views: 2142
Leave A Comment?